【UMAI Sake】2020/21年度 白鶴錦峰會
|
關於兵庫白鶴的熱門話題,要數白鶴酒造今年九月舉行(第三年舉行)的2020/21年度「白鶴錦峰會」~ 「白鶴錦 蔵元の集い2021」。這次會議是使用白鶴專有清酒米白鶴錦(はくつるにしき)的釀酒商討論大米質量和產能的可能性。 |

年 度 白 鶴 錦 峰 會
Text : J. Lau | Photo : UMAI Databse / HAKUTSURU SAKE BREWING CO., LTD
© 2021 UMAI Magazine, Sake Promotion Association Ltd. All Rights Reserved.
版權所有 ©2021 日本酒振興會 嚐日雜誌
Special Thanks:HAKUTSURU SAKE BREWING CO., LTD

灘魚崎工場
| 蔵元意見交換会
![]()
「白鶴錦峰會」~「白鶴錦 蔵元の集い2021」是白鶴酒造跟各家酒使用過「白鶴錦(はくつるにしき)」釀酒的酒藏交換意見及分享釀酒經驗的交流會。「白鶴錦」以其優良的品種特性而吸引到大眾的興趣,2012年,隨著長谷川酒店的長谷川浩一社長的引進,從高木酒造的第一間酒造開始供應「白鶴錦」。

這個「白鶴錦圈子」逐年擴大,2020年,除了白鶴酒造外,現在全國已有12家酒藏有使用這酒米釀酒。今年由於疫情關係,白鶴酒造跟12家酒藏轉而齊聚網絡,就各酒廠的最新狀況報告、2020年的釀造成果、與及2021年白鶴錦的栽培狀況進行信息交流,交換意見。白鶴酒造希望今後將繼續鼓勵生產者、酒造和相關方,讓「白鶴錦」與他的「兄弟」~「山田錦」競爭,為大家提供美味的清酒。通過合作和分享資訊,能進一步改進酒米和日本清酒的質量。

「白鶴錦」自推出以來,白鶴酒造跟日本各地共12家酒藏開始試驗釀造,包括:1)白鶴酒造「白鶴」(兵庫)
|
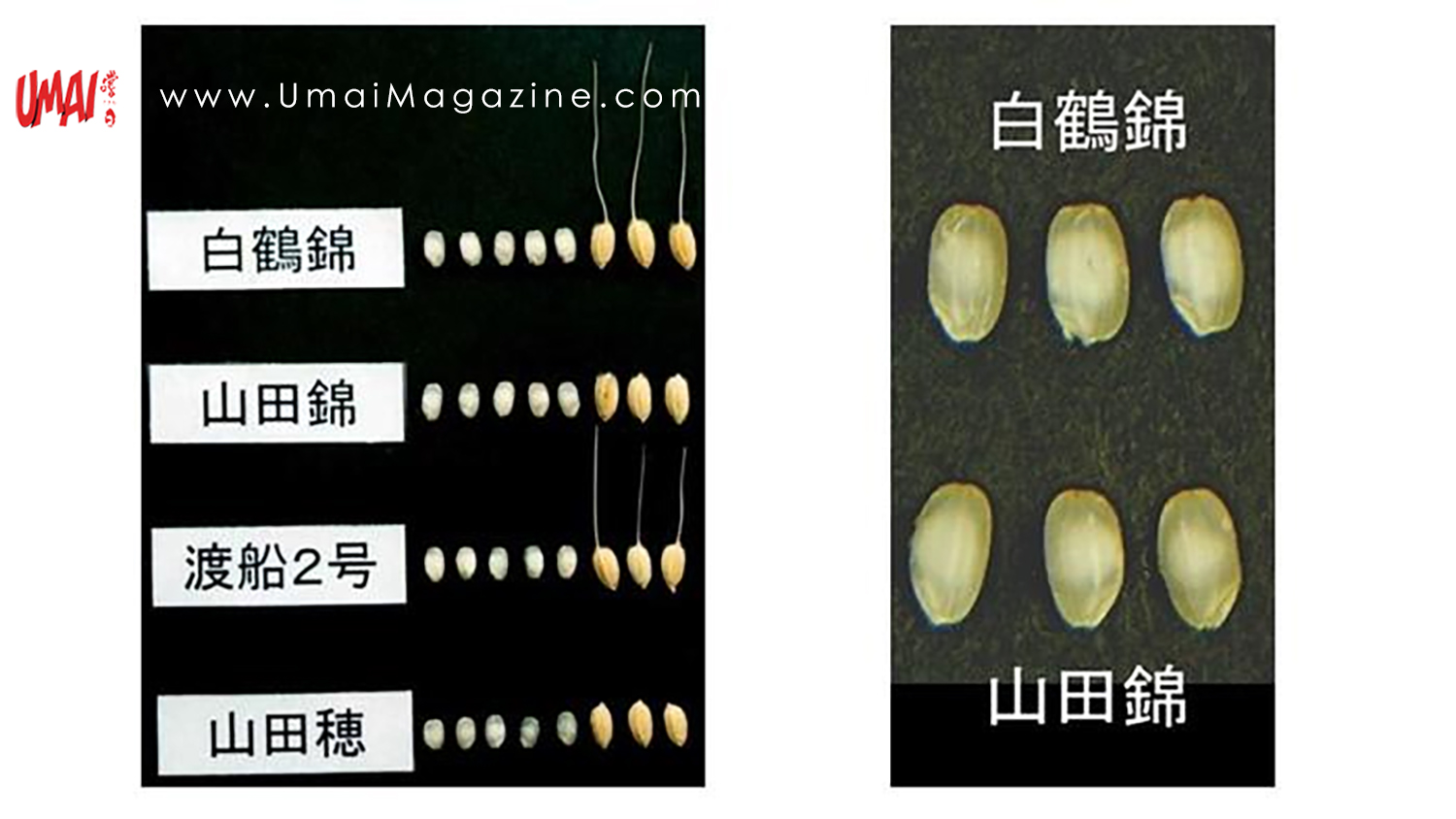
酒米「白鶴錦」(はくつるにしき)的開發始於九十年代,「白鶴錦」與酒米之王的「山田錦」被稱為兄弟品種,「白鶴錦」由母系「山田穂」和「渡船2号」培植出來(因為「山田錦」父親「短稈渡船」不存在,白鶴酒造遂選擇了近緣物種「渡船2号」取代之)。「白鶴錦」於2007年正式發布。此一素材在雖說與山田錦有著相同傳承,然而從當前使用之酒造作品來進行比較,其調性表現明顯較山田錦纖細許多。
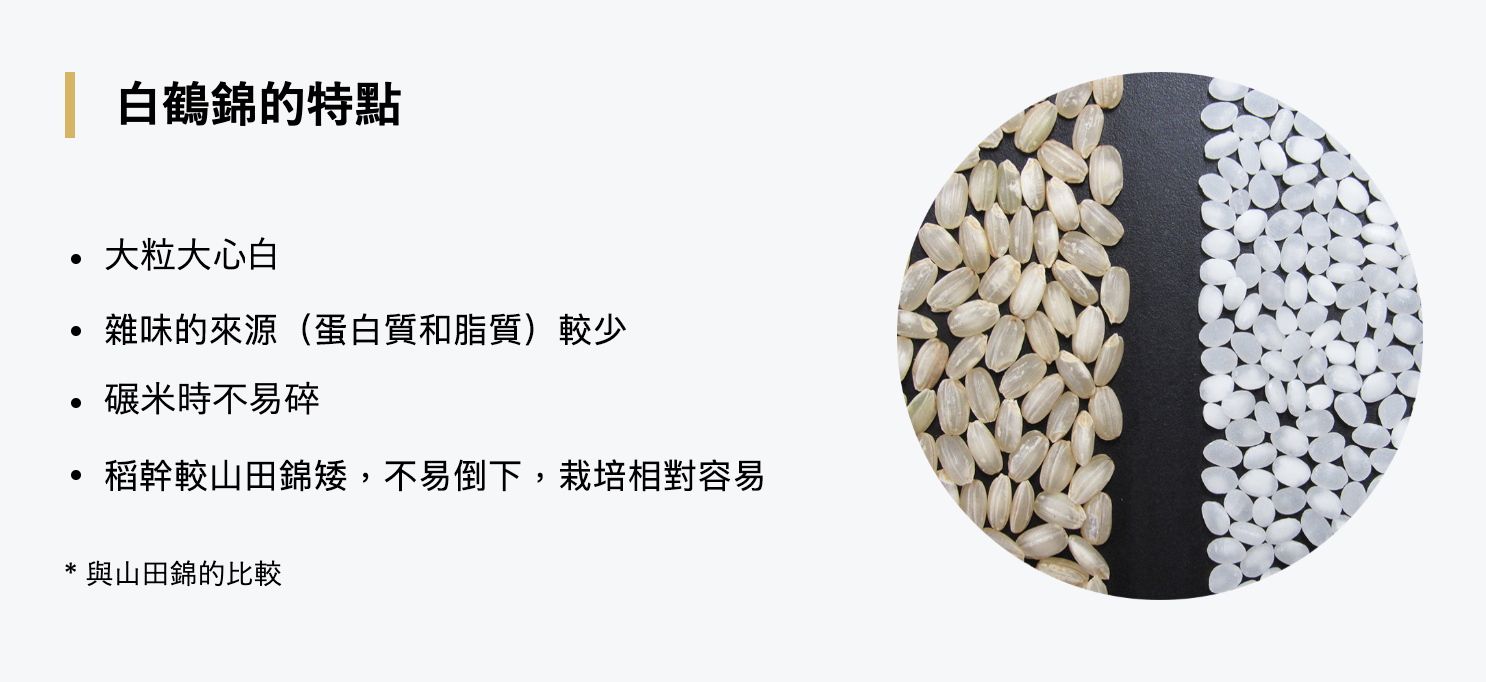
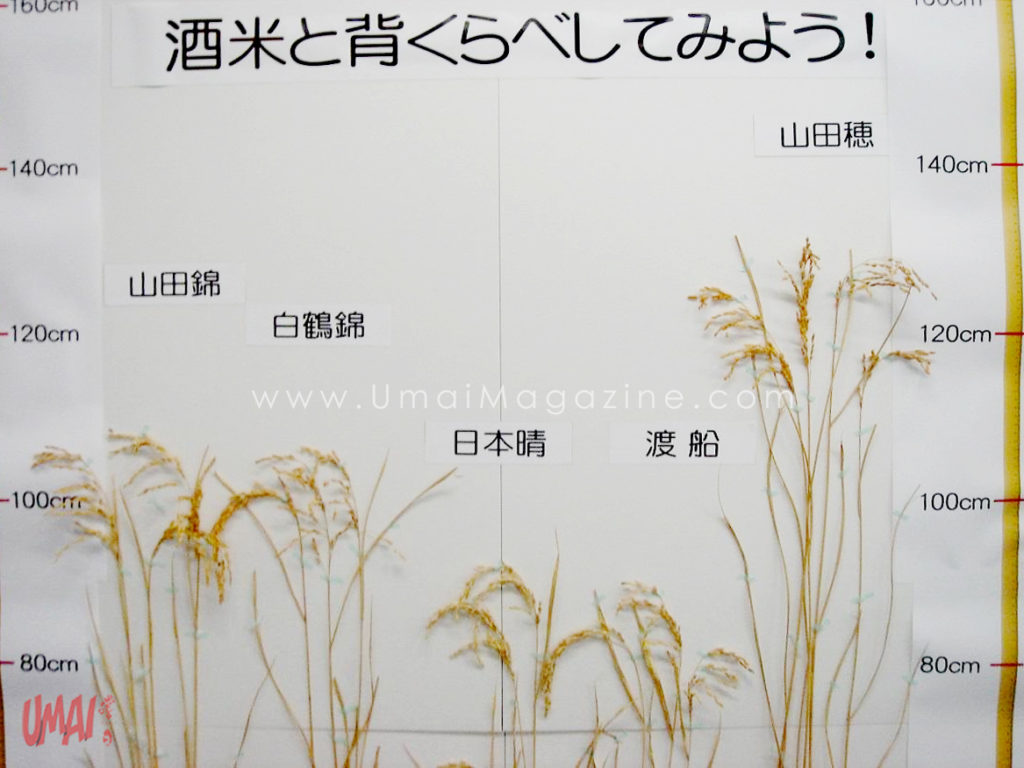
白鶴錦の特徴:
| 白鶴錦2020年度釀造短評
![]()

高木酒造株式会社(山形県)
十四代 純米大吟醸 白鶴錦
代表取締役社長 高木顕統
2020 年生產的白鶴錦比 2019 年生產的要軟。
玄米(未碾米)大米的裂縫較少,吸水率與前一年一致。醪的溶解度非常好。
株式会社 澄川酒造場(山口県)
東洋美人 純米大吟醸 白鶴錦
代表取締役社長 澄川宜史
洗米時,它的裂縫比山田錦少,吸水性很好。
麴菌的生長也不錯,在前半段低溫發酵時已容易受控、發展理想。

清水清三郎商店株式会社(三重県)
作 純米大吟醸 白鶴錦
代表取締役社長 清水慎一郎 及 杜氏 内山智広
白米裂紋少,酒麴容易處理。釀造時後半段發酵劇烈,氨基酸少。不遜色於山田錦。

相原酒造株式会社(広島県)
雨後の月 純米大吟醸 白鶴錦
代表取締役社長 相原準一郎
玄米裂紋很少,原料易加工,蒸米效果良好。
我認為優質大米的成功很大程度來自農民的努力。

五町田酒造株式会社(佐賀県)
東一 純米吟醸 白鶴錦
代表取締役社長 瀬頭一平
米的外觀與往年相比顯得較細粒。
有點破裂。發酵變慢、但酒質變得鋒利乾淨。

阿部勘酒造株式会社(宮城県)
阿部勘 純米吟醸 白鶴錦
取締役製造部長・杜氏 平塚敏明
印象中在很少發現有龜裂,
我們成功地製作了一個很好的米麴、容易吸水和融化,酒體清洌乾淨。
株式会社新澤醸造店(宮城県)
純米大吟醸 白鶴錦 愛宕の松
代表取締役社長 新澤巌夫
白米中沒有殘留胚芽,可以期待扁平精米的效果。
釀造工程操作起來相對容易。 蒸米的印像是鬆軟的,接近山田錦。

木屋正酒造合資会社(三重県)
而今 白鶴錦 純米大吟錦
社長 大西唯克
近兩年兵庫縣山田錦的龜裂情況頗多,而且米粒較硬、不易融化。
但我覺得今年的白鶴錦的融化程道很好、 稻米質量穩定好,應該歸功於農民管理得當。
株式会社加越(石川県)
加賀の月 白鶴錦 純米大吟醸
代表取締役社長 山田英貴 及 杜氏 奥田和昌
白米吸水率穩定,發酵平穩。
酒體鋒利,釀造工程推移穩定, 和山田錦沒什麼區別。

梅錦山川株式会社(愛媛県)
梅錦 純米大吟醸 白鶴錦
代表取締役社長 藤原康展
吸水時間比去年長了30秒,還沒等水倒掉就突然裂開了。
它比山田錦融化得更好,但不及雄町。

桃川株式会社(青森県)
桃川 白鶴錦 吟醸純米酒
代表取締役社長 上田友司
與往年不同的是,玄米千粒重的重量比山田錦還要輕。
蒸好的米膨脹度良好。 發酵力比上年好。 比五百万石味道較好。

白鶴酒造株式会社(兵庫県)
オルタナティブ 純米大吟醸 白鶴錦
代表取締役社長 嘉納健二
天空 純米大吟醸 白鶴錦
取締役生産本部長 櫻井一雅
今年其他品種都有不易融化的問題,但白鶴錦的影響相對較小。
醪的管理幾乎和往常一樣,味道帶旨而清爽。