

【 須彌:和らき酒 】 西有唐津,東有美濃
以酒進膳,賞盃品飲,舉杯同歡,日本清酒之美在於盡現「和之境界」
和 ら き 酒
西有唐津,東有美濃
撰文/攝影 : 須彌
© 2018 UMAI Magazine, Sake Promotion Association Ltd. All Rights Reserved.
版權所有 不得轉載 ©2018 日本酒振興會 嚐日雜誌
回頭一看,今天能把酒品樂,要不是約十五年前,出了社會在餐飲業工作約三年左右,一個當時不能想像為何身邊的前輩們能把既甘且苦又微辛的啤酒在大口大口灌飲的年紀,ー直未能領略酒中美味的拙者,偶然在前輩的貴客手上,接過ー杯清雅柔芳的日本酒……
上回和大家介紹的唐津燒屬佐賀縣之工藝,故有謂西有唐津,東有美濃之說。
美濃位於岐阜縣,因此地古稱美濃 (編按:美濃市位於日本岐阜縣中濃地域中央位置),由十六世紀的安土桃山時代開始,便以白釉為主作成燒物的器皿工藝馳名。 由岐阜縣南部的東濃地方,至愛知縣邊境皆有生產,其中岐阜縣的土岐市、多治見市,瑞浪市、可兒市一帶,為美濃燒陶磁器的主產地,其中代表作有瀨戶、織部、志野三大派,此技法現乃屬國家指定重要無形文化財產。
佔有超過五成的陶磁器生產勝地
到十五世紀的室町時代後期,在山頂上附近建起大窯,製作更多以灰釉和鐵釉燒製而成的日常器具。 隨後慢慢發展,改良以釉藥取代灰釉,開始誕生出黃瀨戶工藝。再而為了製品更見顏色,先研發出名為天正黑的黑色素的瀨戶黑工藝。
時至桃山時代,千利休大師和古田織部大師對茶藝之精研令茶道文化大為流行,泛生出茶具陶藝文化,開始以長石作原材料製成的志野工藝,亦是在日本首次在陶藝中,導入以筆繪圖案工藝,也發展在山坡斜面上建設連房式登窯,此至確立織部工藝。進入江戶時代開始,因應全國性流通而普及,即使至今,也佔有超過五成的陶磁器生產勝地。
【瀨 戶】
黃瀨戶 : 以木灰釉,薄薄地施釉燒成,用上綠色的礦物膽礬,作點綴色調,而釉調能呈油揚手之色澤境界更是精髓。 
黑瀨戶 : 用1200℃高溫,把上了鐵釉的器皿燒製,在烈火中灌水急冷,便能將本應燒得柿色或天目色的變得呈帶光澤的漆黑色,名曰天正黑之色。

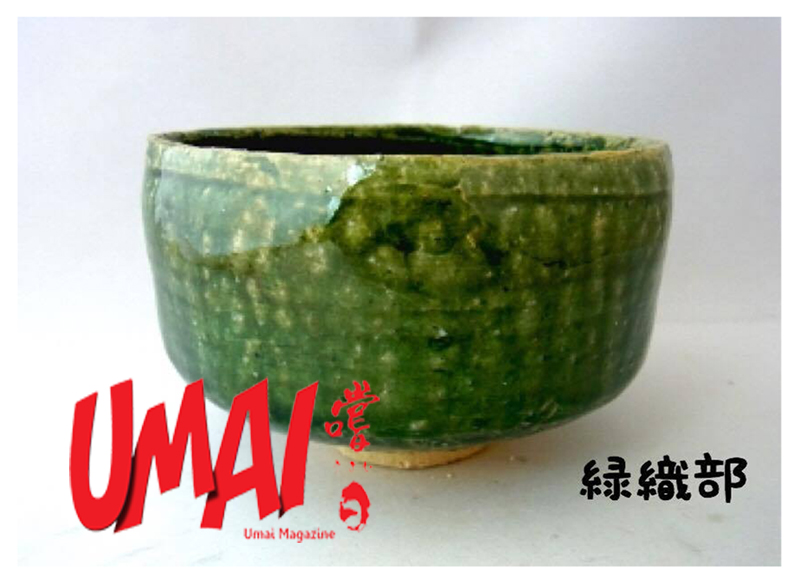
【織 部】
由古田織部老師指導下創始,當時因經南蠻貿易和中國南方所入手,被茶師們珍而重之的華南三彩~交趾燒為參考原型。後來漸漸為了可作大量生產,由陶工加藤景延老師引入連房式登窯,其中最具代表的,非元屋敷窯莫屬,至慶長年間為最昌盛時期,誕生了許多傑作。
特徵上來說,根據釉藥的顏色而可分製成 : 黑織部、青織部和赤織部,當中呈現綠色為主色調的青織部最為代表和著名。其形態會以端正風格為主,雖少了一份抽象感,圖案以幾何為繪畫主調,外觀以具現派之明確風格,如扇型最為代表。釉藥方面,因用彷如塗了透明漆料的透明釉藥,而含有酸化銅,所以可產生達酸化燒成的效果。
【志 野】
起始在室町時代的茶道師志野宗信先生,委託在美濃的陶工嘗試制作,特別之處為其耐火溫度偏高,及選用含鐵量較少的五斗蒔粘土或木材土,可產生出淡紫色或粉紅色素的基底。
志野釉乃是用打碎長石精製成白釉再厚厚地塗上燒製而成,通常其釉之肌理可細緻地呈現出彷如柚皮的柚肌效果,且細孔偏多,能製出彷如名為火色的緋紅色之美艷效果。
可惜在江戶時代有一段時間被違忘……至1930年,幸得荒川豊藏老師在岐阜縣可兒市久久利大萱對志野古窯進行發掘和調查,方令志野工藝再現,也被政府認定為人間國寶。

技法名字中最難分是赤志野 (鼠志野),乃一種於下地部分施以名為鬼板的鐵粉化粧法,以篦在長石釉上彫刻出繪圖,掃上淡然白色,燒製至赤褐色或又稱其為鼠色。另有用含有酸化第二鐵的黃土之上,塗上紅色的赤樂式技法描畫成鐵之繪圖,再塗上志野釉燒製的紅志野。
以酒進膳,賞盃品飲,舉杯同歡,日本清酒之美在於盡現「和之境界」,那些年,酒是把既甘且苦又微辛。


