

【日本酒學】UMAI Sake 101 : 米麴 こうじ Koji
在每瓶日本酒的酒標上,所標示的是米、米麴、釀造酒精等基本資料。
但你知道甚麼是米麴嗎?
|
一麴・二酛・三釀造,乃各家釀酒師的基本格言,而每家酒造藏主亦視制麴室為酒造的心臓部份,在日本的國家標準和定義上,釀製日本酒的黃麴菌更視為國菌級般珍而重之。 |

Text : Tony Lee、J.Lau. | Photo : UMAI DATABASE | Supervision : Michael Ou
Copyright © 2019 UMAI Magazine. All rights reserved.


| 甚麼是米麴
![]()
在每瓶日本酒的酒標上,所標示的是米、米麴、釀造酒精等基本資料,如大家所認識般,如純米系即完全無添加,故釀造酒精此原材料不在此列,但任何級別上,作為物質定義不同的米和米麴兩者必然並存。

白米進入麴室後為何變了麴米?
再來溫故知新:釀酒是需要含有糖份的原材料,而白米是不存在糖份的。稻米在經過精米打磨後,存在於較外層的蛋白質會被磨走,餘下在內裡心白部份的澱粉質,乃被喻為結晶之核心,至蒸熟後,全部米粒仍是未經糖化的,要待一部份會進入麴室成為麴米,再匯合未入麴室的掛米,方能進行釀造。

這時,麴米不再是澱粉質,而是變成經糖化後可產生酒精的原材料;而掛米則是依然含有澱粉質的白米,無法產生出酒精,但可藉由麴之糖化酵素在發酵桶中慢慢將澱粉予以糖化,以釀製美酒,這即是日本的發酵模式,稱為並行複發酵。在此,市場產品有的刻意標示麴米及掛米,但絶大部份卻無標示。事實上,除了特別釀造的近全麴酒之外,所有日本酒縱然未清楚標示,皆是共冶麴米及掛米兩批原材料方能釀造。

| 精米步合之外,尚有麴步合
![]()
比較少在基本數據上提及,但要符合特定名稱酒之八個級別制度的資格,其實尚有要求麴歩合最少有達15%之限,麴歩合是指由全部米粒分發予制麴的比例,如麴歩合越高,發酵中期會較緩慢,給予豐裕的甘口表現,現在的銘酒有很多巳達麴歩合30%〜40%;値得一提的是在東北地方的 小関敏彦 老師所創建的全麴酒母,更能釀出質實剛健的佳醴。
製成麴後,釀酒師要計算出麴歩合,及鑑定乾燥的麴米其酵素力價和破精效果,對之後釀出酒香發揮有一定影響。

麴菌這一課題,近幾年復雜了許多,因以往的基本理論,釀製日本酒用黃麴菌,泡盛用黑麴菌,各縣的燒酎除了黑麴外,也有白麴可選,簡單易明。但技術和時代的發展,以白麴釀製的日本酒成就神話、以黃麴製成的燒酎夢幻難尋。
| 麴室四十八小時
![]()
由白米變成麴米,可說是連屬性也變了,在麴室裡的兩日間,先從蒸熟後經放冷後的米飯,一批批搬運入麴室,待約三小時讓房中的溫度和米飯的溫度同歩約在33℃左右,藏人們在這悶熱的環境下進行手作,絶不輕易。


結成塊的米糰放上大床上以藏人的手進行搓揉舗平,不同流派有其獨特的灑麴節奏,以令麴菌能平均散佈在米粒之上,麴菌進食了澱粉質,像發芽般在米粒內成長,轉化出澱粉酶這酵素,成就糖份,我們的唾液也有的關係,傳說中的口嚼酒也是因此可以糖化成功釀出初代米酒。隨著灑麴技巧,造就出總破精和突破精兩大派,乃是製定濃醇派和淡麗派初型的關鍵。
| 破 精
![]()
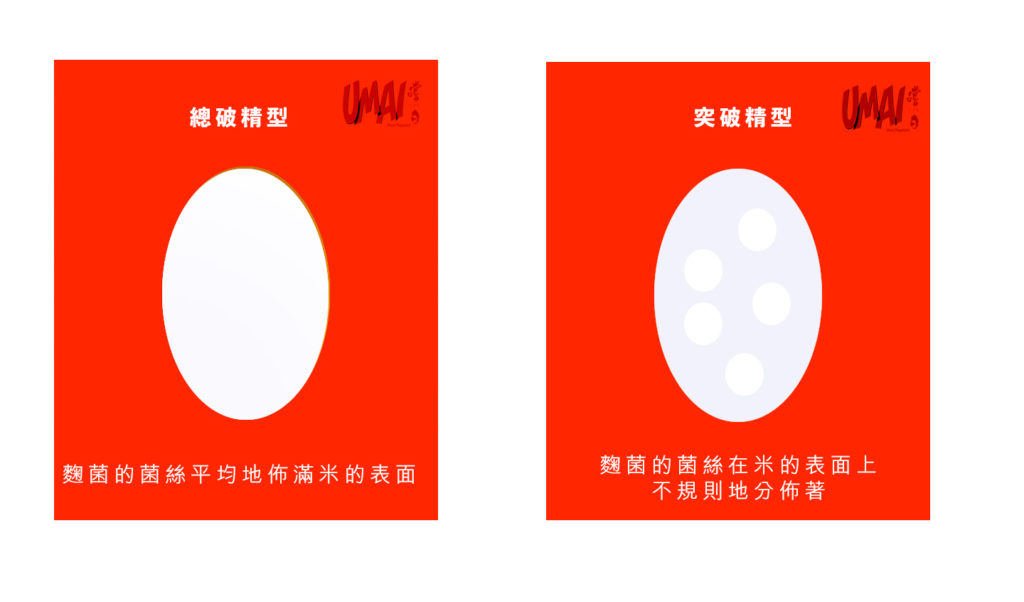
完成的麴大概又分成「總破精型」及「突破精型」兩種。
「總破精型」的米體外層表面及內部,都密布著白色的麴菌絲,因麴菌直滲米芯,全面糖 化,通常拿來做酒母或者是用於釀造濃醇口感的清酒;「突破精型」的米體外只有一點點麴菌 絲,其實內部已長成滿滿的白色麴菌絲,適合拿來釀造淡麗酒款的吟釀酒系列。此關鍵各酒造也無正式在資料上發佈,真要到訪酒藏方能査問。
之後麴米在房內悶熱地靜待一晩,再經藏人之手進行切返工序,以令破精成功,出麴在望,房內溫度漸漸上昇在38℃左右徘徊,甚至更高,如要釀造的是細工大吟釀的話,麴米要小心地放在容量較小的細木箱中以箱麴法進行製造麴。這兩天時間釀酒師和藏人們徹夜難眠、堅守崗位、精神和體力的極度消磨,為的是令銘酒打好基礎。



現代科技進步,一些大型的酒造會透過相關設備為量產作品製麴,其麴室與一般傳統設計大不同。
| 麴菌孢子的顏色種類
![]()
作種麴的麴菌其孢子的顏色定義其種類:
Aspergillus Oryzae 黄麴菌
因對澱粉質分解能力高,日本酒之外,日本的味噌和醤油也以此為基,孢子顏色其實較接近綠色。在2004年東北大學的一島教授提倡「國菌論」。由日本釀造學會大會認定黃麴菌為國菌。

Aspergillus Nigar 黑麴菌
能產生大量的檸檬酸,比黃麴菌較難分解澱粉質,卻對蛋白質的分解力強,在溫度較和暖的地區也易於保護酵母的成長,但令麴室也變黑,難以清理。

Aspergillus kawachii 白麴菌
有近代 燒酎之父 河內源一郎 博士 在黑麴研究中,在白點中分離出突變株,本令燒酎在製麴時更難腐敗,更之易於清理。話題回到日本酒,原來在製麴中的後半仕舞工序上,提升溫度便可控制檸檬酸度的排出,創造出彷如柑橘系般怡人清爽,成就了新一代清酒風潮。

Monascus 紅麴菌
最近連用在紹興酒上的紅麴也應用在日本酒上,能令酒色變得赤紅,味道甘甜。

| 米麴番外編:甚麼是三段釀造 三段仕込み
![]()
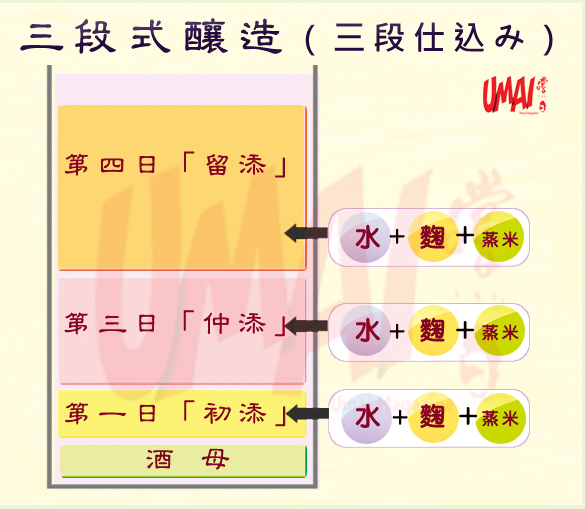
酒母會被移往更大之酒桶,為令柔弱的酵母菌適當地發酵,分為三次以四日時間進行,慢慢増殖成長,稱為三段式釀造。
源由是和酸有關
原來和日本酒釀造相關的微生物,含有酸性居多,可是原材料的麴米、白米(掛米)、釀造用水、酵母是不含酸性的,故三段之意便是指分三次慢慢地投入酒桶中,令原材料以最適合的環境準備迎接發酵。
初 添
倒入第一批酒母, 釀造水,初添用掛米, 初添用麴米, 準備發酵。先各放進少量以建立基礎,創造出酵母得以増加繁殖。
踴
靜止一天,讓柔弱的酵母先適應環境,酵母開始活躍。
仲 添
倒入第二批酒母,釀造水,仲添用掛米, 仲添用麴米,準備發酵。第二批原材料的量在比例上會較第一批要多。
留 添
倒入第三批酒母, 釀造水,留添用掛米, 留添用麴米, 開始正式進行發酵。第三批原材料的量在比例上會較第二批要多,也要小心留意溫度。

不難有人會問:「為何三段是王道、不是既有一段也有十段嗎?段數多不是更高階嗎?」
首先在數百年的 日本酒釀造歴史 中,在有日本清酒發祥之地之稱的奈良縣中,有一所正暦寺早在十五世紀開始為皇室至力研究釀造學。不少智惠和理論在現代科技分析下,驚嘆當年為何有此高水平能成立出各種理論,分三段投入酒桶的次數是最理想的,故令「三段仕込み」成為各酒藏的釀造標準。

但市場上的個性酒藏又希望尋求突破,一段、四段、五段、十段也有,簡而言之分階段數越多,酒裡的甘甜味可產生越多。
原因是在釀製酒母「醪」時,酵母未能消化過多由澱粉質所轉變而成的糖分,產生不了酒精,成為甜味存在於酒桶中,故後段添加的米是為了増加糖分和甜味,乃是對酒中的辛口感作出減弱調節為目的。
「十段仕込み」
兵庫縣 -大關株式會社 大關 超特撰 十段仕込 純米大吟釀
為了將米的芳香甘醇的味道完全呈現,原材料經過十次的投放,帶有明確甜味


