乳酸菌之力 : 生酛和山廃
回望四百年前的江戶時代,酒造業界的創建期,日本清酒的釀酒師傾注一生,承傳師訓,縱然在未有顯微鏡,亦未知何謂微生物的年代,憑著長年經驗觸感實時環境,盡用五官感測,在大自然中捜尋所須的物質 ~ 乳酸菌。 |
日 本 清 酒 的 品 味 浪 漫
生酛 (Kimoto / きもと)
vs
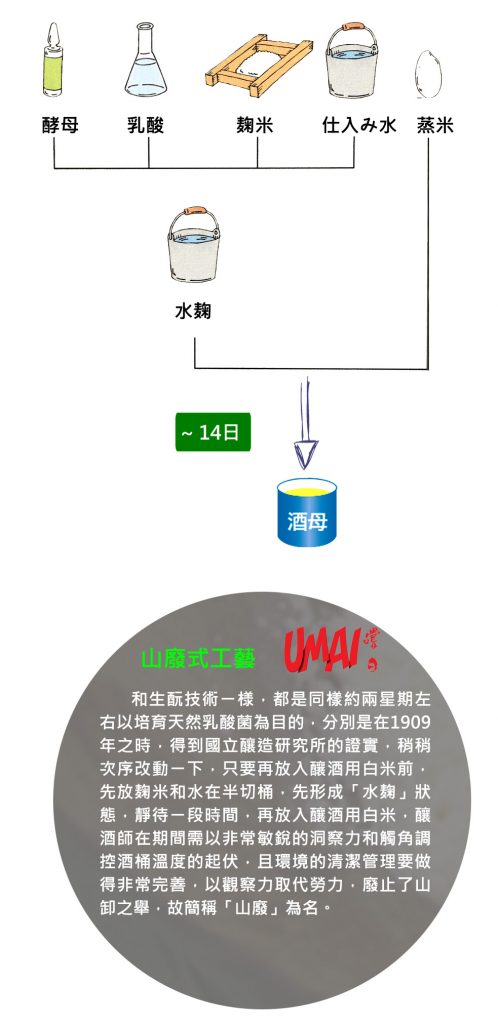
山廃 (Yamahai / やまはい )
品嚐日本清酒之刻,細味當中纖細而多變且具層次的銘酒時,份外感動,彷如香蕉的芬芳,一呷甘甜,一呷米香,一呷酒醇,在酸味的調和下,和之美態令人陶醉,不期然透過這瓶酒,想認識酒藏,想認識釀酒師,他在傳達的一份熱誠,一份堅持,一份態度,在這杯酒中風格特徴立體地展現起來,有一種心靈中以酒會友之感,可算得上是品飲的浪漫吧,此刻正為生酛及山廃式銘酒而酩醉。
Copyright © 2021 Sake Promotion Association – UMAI Magazine. All rights reserved.


| 清酒的守護者~乳酸菌(にゅうさんきん/ NYUSANKIN)
![]()
回望四百年前的江戶時代,酒造業界的創建期,日本清酒的釀酒師傾注一生,承傳師訓,縱然在未有顯微鏡,亦未知何謂微生物的年代,憑著長年經驗觸感實時環境,盡用五官感測,在大自然中捜尋所須的物質 ~ 乳酸菌(にゅうさんきん / NYUUSANKIN)。
在「酒母製作」的過程,大家都會聽到「乳酸菌」或「乳酸」等字眼,或許有人會問:『乳酸菌不就是某種飲品所標榜的 益生菌 嗎?』
乳酸菌是指能夠代謝糖類而產生乳酸的細菌,雖然講到益生菌就聯想到乳酸菌,但能稱為益生菌的乳酸菌,只佔了眾多乳酸菌菌種的一小部分。也是和 麴、酵母(こぼ / KOBO)一樣,是釀造 日本酒 時所不可或缺的原料。
一般來說,乳酸菌有保護 酒母(しゅぼ / SUBO) 的角色。因為空氣中有著很多肉眼看不見的 天然酵母 和 雜菌,它們都會妨礙發酵工程,以乳酸菌本身有 代謝糖類、產生乳酸等功效,這「酸」能保護酒母不受野生酵母及雜菌的侵襲,影響酒母的培育。
乳酸菌與益生菌有何差別?*簡單地說,益生菌大部分是乳酸菌,乳酸菌只有少數菌株可以被稱為益生菌。益生菌是指經過研究、清楚證明對健康有益的、活的微生物,乳酸菌是指會生產乳酸的細菌,二者大大不同。但是為什麼兩個名詞經常被混用呢?因為被證明是益生菌的菌種,絕大多數是乳酸菌,所以講到益生菌時,很自然會聯想到乳酸菌。相反的,乳酸菌菌種成千上萬,但真正經過研究證明,可以稱作益生菌的不過是其中一小部分。 |
| 江戶時代的主流生酛工藝
![]()
不管是添加調製好的特定乳酸(速釀系的酒母)、還是選擇完全取自天然空氣中漂浮的乳酸菌(生酛系的酒母,使用一種特製的器具「木櫂」反覆攪打磨碎放在小桶子裡面的麴米,以增快澱粉糖化以及乳酸菌作用的速度),取用他們的目的都是將這些釀酒的基底塑造成一個很強的酸性環境,目的就是要讓那麼不好的壞菌、微生物在釀酒過程中破壞酒母、不發生「腐造」的情形!

當然,那些年他們一起追的,只是一種感覺,而尚未知此乃 乳酸菌,釀酒要的不是 酵母 嗎?對,酵母亦是同樣依附在酒藏內,亦是須要釀酒師憑經驗和感覺令其投入 酒母 中。 問題是,酵母本身非常纖弱,須要在 酒母 中吸取營養成長,釀酒師早知道,倘若需要讓 酵母 可以好好成長,必須先有能力保護它的 保母 (乳酸菌),使其不受周邊環境雜菌影響。 當時開始,歷代釀酒師便是以名為 生酛 的手法釀出美酒。
 清酒酵母
清酒酵母
電子顯微鏡下的清酒酵母
| 培育酵母成長
![]()
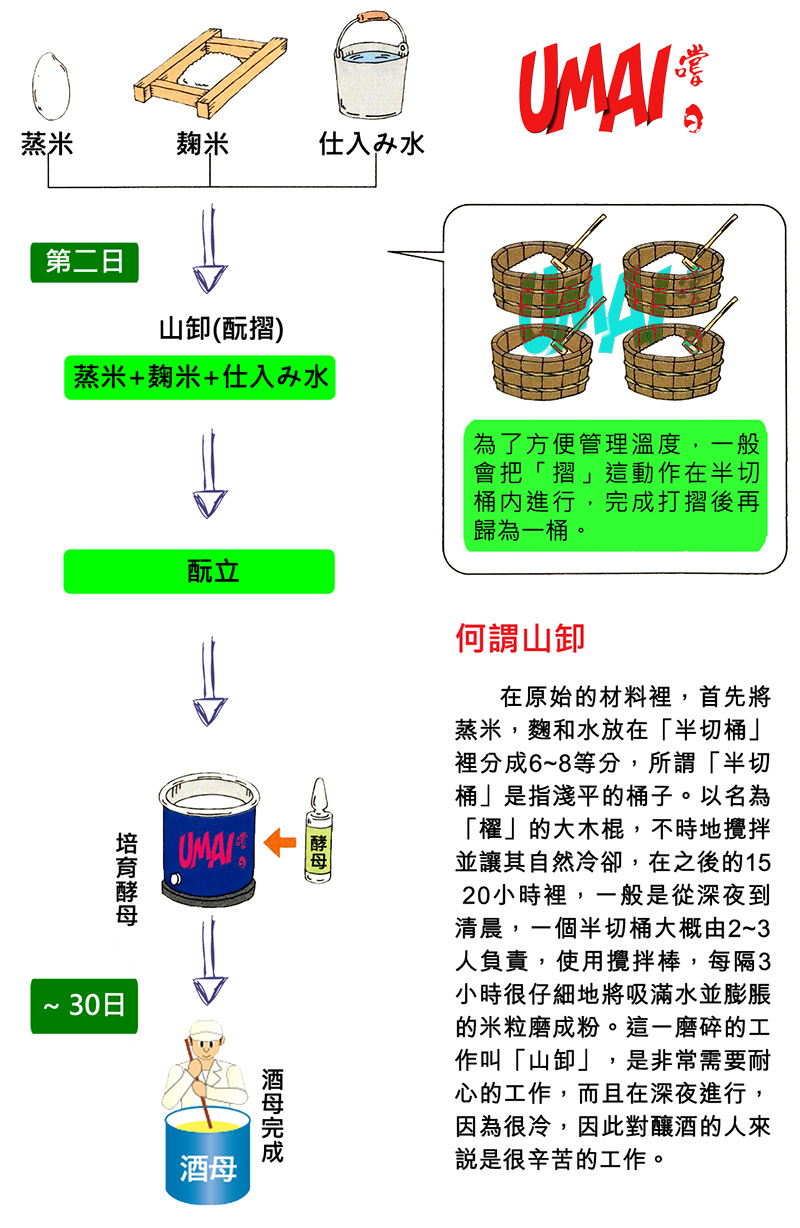
在 酵母 成長前的兩星期,必須先孕育出乳酸菌,而方法便是在「半切桶」(はんぎりおけ / HANGIRIOKE)中,先放入釀酒用白米、麹米和水,以名為「櫂」(かい / KAI) 的長木槳,左右搖動,讓其自然降溫(此動作稱為「摺」(すり / SURI),此工序稱為「山卸」(やまおろし/ YAMAOROSHI),所花費的氣力非常大。
為了使擺動頻率保持一定的速度種節奏,藏人們自古至今便有所謂的 摺唄歌(すりうた / SURIUTA),一邊詠唱一邊打摺。在 15 到 20 小時內,通常由 2 – 3 人一組,每隔 3 小時左右,便會利用櫂將吸滿水的膨脹米粒磨散。這工序通常也持續到半夜到凌晨的時間,不僅氣溫較冷,對體力也是一大考驗,所以在釀造工序中,山卸是一項非常艱辛繁重的工序。

攪拌棒(玉櫂)
不同杜氏流派,有不同的打摺之歌,釀酒師和藏人一邊詠唱一邊打摺,藏人歷經此工序後第二日,肌肉會無比痛楚,絕對是一項粗活,為的是在這期間,米中的蛋白質會轉化胺基酸,澱粉質會轉化糖份,鮮烈的甘甜味便是成功的證明。
酒造打摺會先在一些名為半切桶内進行,完成後再歸為一桶,靜待山卸完成,便成「酛立て」(もとだて / MOTODATE),全部約兩星期左右即可準備 酒母 的第二階段,培育 酵母成長。

| 現代日本清酒
![]()
現今的日本清酒絕多以學術名為「速釀」的方法釀製而成。 的確這方法可以令酒更易於令人聯想出多樣化的誘人香氣(一般帶有鮮花水果的芬芳怡人香氣),且酒質更之易於偏向淡麗,建立出現代日本清酒的清雅柔芳之主流形像。此技法,乃誕自明治四十三年(一九一零年),因其發酵的醞釀期可減少一倍(約縮少兩週),故名「速釀法」(速醸酛/そくじょうもと/SokujoMoto)。但因為太主流的關係,故並不會刻意在酒標上註明。

| 生酛和山廃的韻味
![]()
有說應以濃醇為重,有說米香酒醇為穩,有說獨特酸度造成爽潔回韻,有說稻米香酒體純,都沒有對亦沒有錯,因此技藝在ー百多年前大家都在用,正如當今速釀法ー樣,其實每間酒藏都可細見其特徵風格,只是釀酒師想保留更多傳統的工藝美。

酒 母 的 誕 生
【酒 母】しゅぼ
所謂的酒母,如文字上的意思一樣,是酒的根本,也被稱為 酛(もと/ MOTO),是由蒸米、麴、水加上酵母釀造而成、營養豐富的酒醅狀物,可以使酵母繁殖。清酒酒醅和酒母最大的不同在於「酸味」。實際上,酵母具有很強的耐酸性,相對地,有害菌耐酸性很弱,所以在酸性很強的酒母裡,只有酵母可以不斷繁殖,酵母的功能是將米中含有的醣分轉化為酒精。完成後的酒母會被當作下一步製作 酒醪(もろみ/ MOROMI) 的基礎。

【生酛 】 きもと / KIMOTO
是以傳統的酒母製法而產生出的酒醅,特別需要時間和人力。利用天然乳酸菌產生的乳酸來抑制有害菌而使酵母繁殖,完成後裡面會有很多氨基酸。這種方法培養的酵母非常強健。
【山廃酛 】やまはい / YAMAHAI
於明治時代被開發出來,製造時所需的人力及時間比生酛少。在生酛的製造裡,最花時間的工作就是「山卸」,為了簡化這個過程,而找出了此種較有效率的方法,並將「山卸廢止」省略成「山廃(廢)」。成品或是用其產生的酵母性質和生酛一樣。
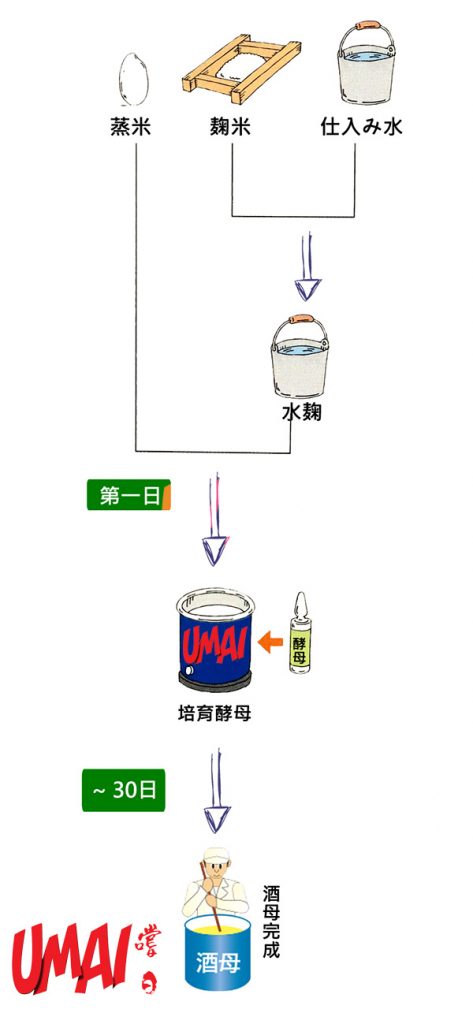
【速醸酛 】そくじょうもと / SOKUJOMOTO
這是在明治時代被研發出來的,相對於讓乳酸菌產生乳酸的生酛或是山廃酛,因為在速釀酛的溶解時已先加入一些乳酸,所以可以節省乳酸菌增加的時間。因此有了「速釀」這個名字,而且是最普遍的酛。是可以釀造各種酒的萬能型酒母。除了使用乳酸的酒母外,其他如高溫糖化酛等也逐漸被研發。
| 外籍杜氏展現了傳統的釀酒工藝魅力
![]()
 木下酒造
木下酒造
生酛 和 山廃 都因要先培育乳酸菌去保護酵母成長,而前後共須要四週時間,不惜保留其手作工序,所花的時間、心機,經驗、勞力和風險,都不能在價值上以正比例換回來,但吸引到的不單是一眾飲家,有一位從劍橋大學的英籍外語教師 Mr.Philip Harper。最初只是大學畢業後,希望見識東洋文化而以外語教師的身份來日,遊歷兩年左右,他遇上了日本酒。

初時他有機會在奈良縣的ー間酒藏中,跟丹波杜氏學習,輾轉間,有幸認識到於京都府ー間約有170年歷史的木下酒造之藏主木下先生,不幸當時釀酒師因癌辭世。木下先生正好在 Mr.Harper 的言談和情熱中重見希望,故大膽地任命他成為玉川的釀酒師,以「旨味重視」為格言,Mr.Harper不負所望,他認為日本酒「品飲時純粹而美味,製造時獨特而神秘,參觀酒藏亦等於見識活著的歷史,希望更多的飲家喜愛清酒。」,玉川的酒風可以說是山廃式的典範之一,亦可在熟成中成長。

玉川的酒最與眾不同的是大都可以室溫儲存,Philip用了日語中「丈夫」(意指堅實強硬)來形容旗下清酒,希望大家可更容易品嚐到玉川的清酒,甚至運到世界各地也沒有問題。玉川清酒以山水軟水釀造,室溫、冷飲及暖飲皆可呈現不同風味;其出品亦十分適合配搭不同種類的食物,變化多端。當中,一些長時間熟成的古酒甚至能配搭味道濃厚的藍芝士,共譜出西日共融的獨特味道
 泉橋酒造
泉橋酒造
| 纖幼細緻的微酸感
![]()
不得不提神奈川的生酛名藏 ~ 泉橋酒造,藏主橋場友一分享,其打摺之歌曾選荒井由實先生的「飛機雲」等時代曲,更有一次播放的,居然是:先來一首松田聖子小姐的名曲「紅色的麝香豌豆」(赤いスイートピー),再來一曲冰雪奇緣的「Let it go」,雄糾糾的藏人在揮洒汗水時亨唱此柔逸旋律的一幕,可以想象出泉橋的生酛作品柔中帶剛的原因。
此外,他們會分十一個名為半切桶內進行,完成打摺後歸為一桶,靜待山卸完成,全部約兩星期左右,即可準備酒母的第二階段。培育酵母成長,用生酛酵母比用普通酵母釀酒需花更多時間及人手,但泉橋依然堅持,是因為釀造出來的酒會更纖幼細緻,微酸感令人有開胃的感覺,並能配搭不同的食物。
此技術需要三人合作,以長木槳將低溫的酒米搓揉,並需重複數次,是不一樣的清酒職人體驗,甚至連東京五星級酒店都主動帶遊客前來觀摩。
# 泉橋酒造於1857年成立,現由第六代傳人橋場友一打理。酒廠的名字取自毗鄰的泉川,加上家族名字組成,但後來泉川改道,再不復見。酒標上的蜻蜓畫像是泉橋酒造作品的標誌,他們除用自家種植米之外,還運用了古法釀製「生酛」。


泉橋以蜻蜓圖案作商標,不但有自家米田種米釀酒,更將古法手製酵母「生酛」的方法保留下來。
延伸閱讀:
日本酒的正統 大七的「生酛釀造」
【BeNNY Sir 酒造研修記】 生酛攪棍夢成真 !