【酒藏漫遊】山口縣的地酒新星 :「天美」
山口縣 長州酒造 前身為 山口縣下關市擁有約150年歷史的「児玉酒造」(銘柄「菊川」的釀造元),由於銷量減少已經停產十數年,及後,太陽能發電系統製造商 長州產業株式會社 提出以業務繼承形式收購,並興建新的清酒釀酒廠、打造新品牌「天美(てんび)」,2020年11月首次發布試行產品,推出第一批2000瓶天美作品「The First」純米吟醸生原酒,立即售罄,自此成為日本國內外飲家追捧,時至今日,杜氏藤岡美樹帶領著8名藏人繼續向前邁步,更被評為【未来希望の蔵】! |

楽しいときも、悲しいときも、
|
Text : 三少 | Photo : J. Lau / UMAI DATABASE
Special Thanks : 藤岡美樹
© 2022 UMAI Magazine, Sake Promotion Association Ltd. All Rights Reserved.
版權所有 不得轉載 © 2022 日本酒振興會 嚐日雜誌
| 將保育進行到底
![]()

「長州產業」一直在尋找有甚麼對當地有貢獻的事情,其中一項新業務為鱘魚養殖。2017年,「長州産業」的岡本晋社長在縣內尋找鱘魚養殖的水源以建設水產養殖場時,偶然發現了擁有優質井水、為於下関市菊川町的「児玉酒造」。當他第一次踏入釀酒廠時,他回憶說:『四周依有清酒的味道,工作中的藏人們就像電影般顯現眼前。』
那是2017年的夏天。岡本社長碰到「児玉酒造」的蔵元児玉剛,得知這間菊川町的百年老店已經停產了 15 年,也沒有繼任者,所以正在考慮正式結業。岡本社長心想:『假如代表我們鄉土文化的釀酒廠就這樣消失了,實在令人遺憾。為了在這個時代保存並延續清酒文化和傳統,這值得作為集團新事業開展的工作。』

根據國稅廳的數據,全國清酒釀酒廠的數量從 1997 年的 2,109家減少到 2017 年的 1371 家。為著保持供需平衡及確保酒稅穩定,酒稅法規定,新進入釀酒行業者原則上不會獲得生產清酒( sake )的許可。所以,許多酒藏因為他們無法找到繼任者,最後都會選擇通過回歸還釀造執照來關閉他們的業務。 |






岡本社長說:『最初,我想就這樣使用酒藏的原有建築和設備,由於酒藏有著明顯的老化,不符合抗震和防火標準而放棄了。最後我們決定將它拆卸,在同一地方上興建新的釀造場,並引入先進技術和設備,用電方面則主要由安裝在屋頂的太陽能發電設備提供。
而清酒釀造傳統上只在冬天造酒(寒造)的情況比較多。但是,如果在夏天沒有生產的話,就無法確保有安定的銷售額以及難以維持僱用員工,品質方面亦難以保證。因此,我們決定實行全年進行的「四季釀造」。而清酒通常在冬季釀造,但為了要增加產量以維持酒藏的營運,我們配備了空調和除濕設備,營造出一年四季都可以釀造清酒的環境。』
萬事俱備,獨欠釀造者,岡本社長從負責酒藏新建築計劃、位於廣島市的釀造設備設計生產商 Kikuplandou Co., Ltd. 的董事總經理菊田壮泰先生介紹,認識了藤岡美樹。

| 從零開始挑戰
![]()
藤岡美樹出生於三重県松阪市,畢業於東京農業大学醸造學科。
於大學生時代便被曾經品嚐過的日本酒的魅力所吸引,因而決意要在釀造日本酒的世界生活下去。她回來憶說:『我渴望能自己製作美味的清酒,並將其傳達給未嘗過、或不喜歡清酒的人!』
藤岡杜氏最初學習造酒的地方,就是位於奈良縣的北岡本店。其後轉移至位於香川縣的川鶴酒造,成為了那裡的杜氏。2018年(就是岡本社長邀請她到「長州酒造」之前),她回到三重県鈴鹿市,並加入了日本酒界近年的奪獎王 ~ 三重縣的「清水清三郎商店」(「作」、「鈴鹿川」的釀造元)擔任清酒釀造工作,並活躍於日本酒行業的交流活動。

然而,藤岡美樹聽到菊田先生的推薦後,立即拒絕了。她分享道:『事實上,從其他業種轉為加入造酒業的公司往往在沒有充分調查清酒釀造及其商業環境的情況下便 進入市場,失敗的機率會很大,既害怕大家理念不同、又認為他們不會長久持續造酒,這些例子在市場上比比皆是。如果發生這種情況,不僅是公司,還有農民和酒類商店等商業夥伴都會售到負面影響,我覺得客戶也不會高興!』
不過,經菊田先生的游說,藤岡美樹也休假去山口縣的長州工業參觀。
當藤岡美樹會見岡本社長時,他解釋清酒釀造的遠境:『始創階段,我們會是用現金購買酒米,以防原材料的短缺,清酒會以四季釀造的形式生產,我們知道清酒價格難以上漲、當地酒廠的利潤率也不高,所以,作為新進入者來說,我們也有心理準備資金投入規模會較大、暫時難以訂定回本期。』

最後,岡本社長當場站了起來,指著掛在牆上的父親的「公司口號」說:『我們公司的歷史本身就是對新業務的一系列挑戰。進入清酒這次的生意也是一樣。我們不判斷5年或10年的成敗。我覺得做起來很重要,因為,我還打算透過釀造高品質的日本酒為這社區注入重生的活力和振興經濟。我們不會退縮,請來擔任長州酒造的杜氏吧!」
聽到岡本社長這樣說,藤岡美樹終於下定決心到「長州酒造」工作,希望趁年齡和魄力仍然許可的情況下從零開始做酒造,於是和家人一起搬到了下關市。

於規劃新酒藏建築圖的時候加盟了的藤岡美樹,首先考慮會左右到建築物面積大小的年間生產能力。為了確保能兼顧僱用員工、發展當地經濟文化產業等的收益,終決定了1000石(大約180千升)!從一開始,岡本社長就決定引進最先進的設備,如原料加工、麴室、發酵缸、冷藏設備、槽場(榨酒室)等都是前瞻性的先進,為他朝增大產能作最好的準備。而為了實行四季釀造,藤岡小姐從當時工作過的「作」的清水清三郎商店等,實行四季釀造的酒藏學習相關的專門技能知識。
除此之外,藤岡美樹還到了一樣位於山口縣的八百新酒造(「雁木」)、位於廣島縣吳市的相原酒造(「雨後之月」)、以及於東京農業大學時期的同級生~新澤釀造店(「伯樂星」) 的藏元等,請教有關四季釀造的設備等事宜。

在建築物開始施工的階段,藤岡美樹最關心的是氣味。『新事物,無論是建築物還是釀酒設備都會有新品的氣味。如果這些氣味轉移到清酒中,那就很容易污染了我們的作品。這是我最大的擔憂。為此,我們精心挑選了低氣味、無氣味的建築黏合劑和殺菌劑,酒藏內構建了堅實的通風系統。如果麴室是木製的,新木頭的香味可能也會轉移到清酒上,所以我們決定使用全不銹鋼的兩房式設計,又以擠壓機徹底清洗濾布和濾板,還反復清洗所有通過清酒的不銹鋼管和樹脂管後才安心使用。』

藤岡美樹表示,「天美」的目標酒質,就是「甘味與酸味有著良好的平衡,餘韻良好的酒。藉著控制好香氣以漸漸襯托出味道。為了讓不太習慣飲用日本酒的人也能容易入口,希望釀造出不太讓人感受到酒精的日本酒而提供15度酒精度的原酒。「天美」的日本酒,按如前文所述,有著「日本酒本來的氣味以外一概不可以帶進來」的主張,而洗淨用的水更全部都是使用超氧離子水(OZONE WATER),以及可以調節以0.1度為單位的最新消毒殺菌(火入)機械,令發泡感得以保留下來,使酒更加容易入口。靠著如此徹底的衛生管理,「天美」的酒才能非常的通透,而得出如此漂亮利落的味道。

當決定了建築物的大小之後,如何引領當中的作業流程就成了下一個課題。藤岡美樹訂立重點為「少人數高效率」。由輸入原料米起到製造﹑入瓶﹑到出貨為止的一連串的工序,均集中在建築物的一樓進行,並以順時針形式進行作業配置。
因為原材料的搬運以及員工的移動距離也縮短了,勞力也因而減少了。
另外,還加入運米起重機等,將部份工序機械化。把米倒進釜裡和搞拌等工序,以前曾經是人手進行的重勞動,也因引進了起重機等而令到負擔減輕了。

最後,準備工作於 2020 年 9 月開始。11月中旬,藤岡美樹為第一批酒醪作上槽工序(榨酒)。首先準備的是山田錦(精米步合60%)的純米酒。當一直繃緊的她喝下從壓榨機的槽口取出第一口酒液時,面上不期然綻放出她形容為「母親的笑容」。

『沒有令人擔心的難聞氣味。我能感受到清酒的柔和香味,入口清甜和滿有鮮味,我們做到心目中的清酒了!』但由於他們擔心「天美」這完全不知名的釀酒廠所出品的新酒暫時也許不會賣得好,所以清酒的總產量比原來計劃的減少了,只有大約 2,000 瓶生酒。然而,由於藤岡美樹自身在日本酒業圈及社交平台傳播的影響,長州酒造的故事提前在清酒愛好者中傳播開來,「天美 The First」被運送到全國約40家經銷商,一眨眼就被搶購一空!





| 微差則大異

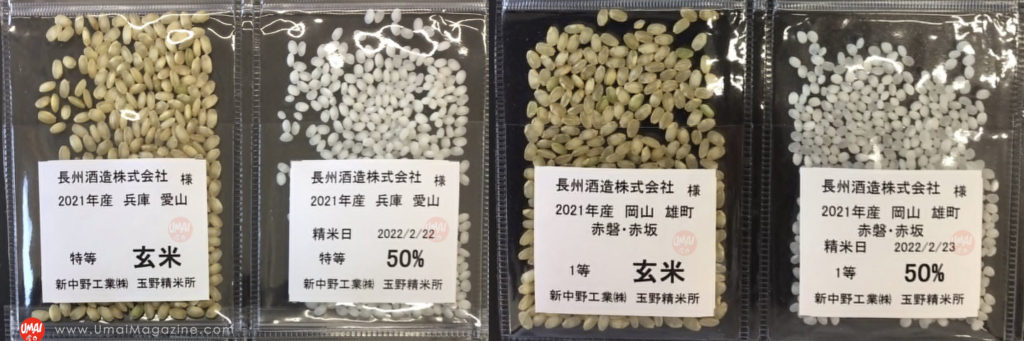
藤岡美樹專心於以當地產出的材料來釀製地酒,酒米主要產自山口縣或瀨戶內。目前,他們主要使用山口縣生產的酒造好適米「西都の雫」及「山田錦」,也想嘗試用「愛山」和「雄町」。
另外,藤岡美樹對水也很講究。她們使用沿自児玉酒造一直使用的兩口井的井水。然而,這口井水曾成為她最棘手的難題。『在準備生產的第一年,我們從五月份開始準備,但是水質突然變差了。我第一次了解到,即使水井清洗乾淨,久未使用的水井設備和工具很難重新使用,因為它們仍然會污染水源。』

『由於新冠疫情的影響,導致酒藏的建築時間被大幅延誤,於是,我們便趁著那段時間用泵24小時循環抽水,反復沖洗所有相關的水井設備,清除堵塞,但沒有改善……這時候很辛苦。老實說,我想過放棄井水,改用自來水。但是,自來水是經過人工化處理的,我想知道它是否可以稱為真正的本地產品。做鄉土酒的時候,肯定是想用鄉土水源的,所以覺得這段時間很痛苦。然而,經過一連串的努力,有一天,水質好似突然變好,大約半年的時間,水質更穩定下來,這是我的第一次體驗到一間酒藏擁有屬於自己的清澈水源是這麼值得感恩的!』

當初成立長州酒造的時候,參與製作的有五位藏人(包括藤岡美樹,現在已經增加到8人)由於只有兩人有釀造相關經驗,藤岡美樹要求所有的釀酒師都要參與從釀造到貼標籤的所有工序。她的目標是創造一個任何一為藏人都可以提出想法的環境。而長州酒造的口號是「細差則大異」。藤岡美樹經常會思考:「假如我們稍稍改變這個環節、工序或材料可以嗎?」她認為,這種感覺會在清酒的質量上產生微妙。

藤岡美樹說:『作為一個團隊工作時,重要的是要始終牢記「微差則大異」(小差異會帶來大改變)這句話。這個想法是,如果每個人都認為它很麻煩並且偷工減料地幹下去,那麼即使是少量的差異也會對結果產生很大的影響。相反,我認為通過積累進步可以釀造出更好的清酒。通過增加設施的數量,我們將繼續努力變得更有實力,並會與所有釀酒師以相同的想法進行釀造。』
『我們的目標是在前五年時間可以建立長州酒造的製造風格和品味。我們還將培養接班人材,加強我們的團隊力量。我希望未來五年,我們將有一為由這裡培訓出來接棒的杜氏。我也想振興並提高下關市地酒的聲譽,以吸引更多人飲用清酒。如果你也想感受我們的進化,那麼請務必常常飲用「天美」喔!(笑) 』

.jpeg)
.jpeg)
.jpeg)
.jpeg)
-1-300x300.jpeg) |
天美 TENBI
|
-1-300x300.jpeg) |
天美 TENBI
|
-1-300x300.jpeg) |
天美 TENBI
|
-1-300x300.jpeg) |
天美 TENBI
|


長州酒造株式会社
CHOSHU SAKE BREWERY
児玉酒造 創業:1871年 / 設立:1952年
長州酒造:2018年(平成30年)創業
会社代表:代表取締役社長岡本 晋
杜氏:藤岡美樹
電話:083-287-0165
地址:〒750-0316 山口県下関市菊川町吉賀72
銘柄:天美 TENBI